plc污水处理厂污水泵站自动控制系统
发布日期:2015-08-04 16:19 浏览次数:
项目单位:徐州市睢宁桃岚化工园污水处理厂
项目施工:南京康卓环境科技有限公司
南京康卓环境科技有限公司是一家专业的污水处理厂、污水泵站自动化控制系统、视频监控系统、plc控制系统设计、生产厂家,是高新技术企业,产品已通过ccc认证,欢迎采购,咨询热线:025-86666104
一、系统概述
根据徐州市睢宁桃岚化工园污水处理厂的规模及工艺要求,结合多年来康卓科技在污水处理行业及多个污水处理厂建设的成熟技术和丰富经验,我们设计使用hmi pc系统为本次项目的自动化系统构成,再通过和其他各种外设的连接,从而实现对整体排水工艺的全过程自动化控制系统,并按照预定的程序对现场设备实现全方位的控制以及信号的采集和传输。
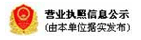
图示1.1 控制原理示意图
如上图所示,在现场控制层,现场各设备状态信号输入plc的开关量输入模块(di模块),plc的cpu通过逻辑运算和数据转换成为控制信号,由开关量输出模块(do模块)输出信号,控制各泵动作,同时plc将采集到的各设备的状态信号传输上位机控制系统,由上位机组态软件直观形象的显示出来。另外通过现场仪器仪表对系统的参数进行测量,并将所测的数据传输至plc的输入模块中,plc根据从控制上位机上设定的各项参数(各液位的高度等)实现对系统的全自动控制。由上图可知,在现场控制层的所有信号的采集和传输全部通过plc来实现;上位机起人机对话媒介,能够对所有设备及数据进行监视、控制、参数设定、事件存储、报警查询等操作。
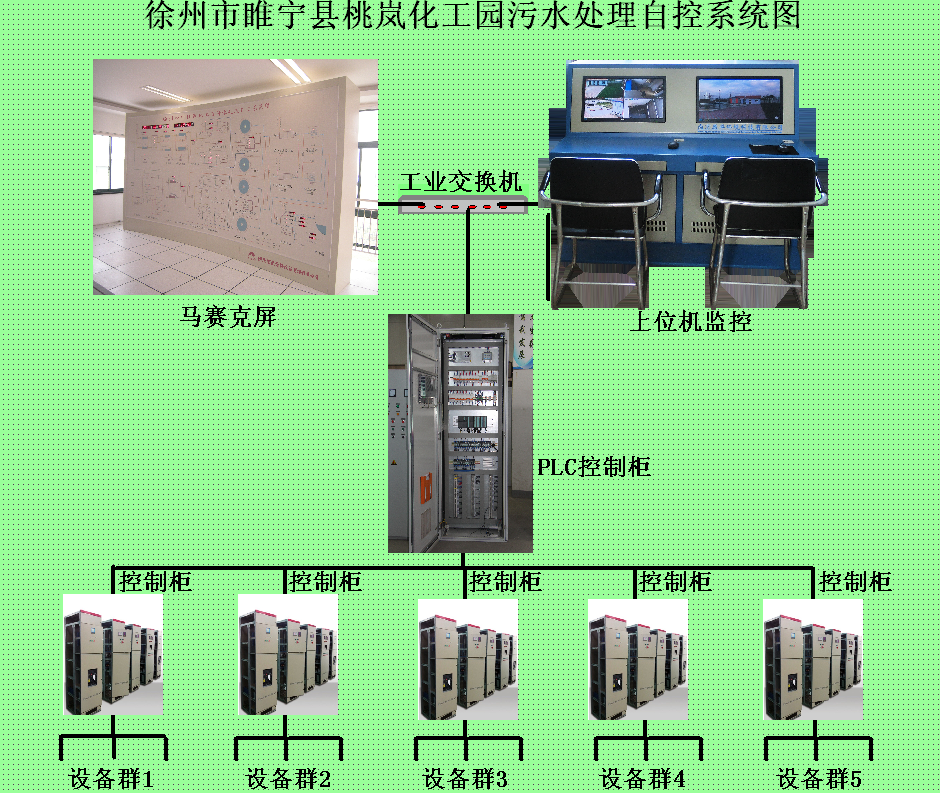
除上位机监控与现场监控,我们还将设置马赛克屏作为整个污水处理厂的模拟显示设备。马赛克屏作为传统的模拟显示设备,一直是大型企业调度监控系统中的一个重要的组成部分。被广泛用于公共事业及相关领域,在电力、煤炭、水利、环保、公路、铁路、航空、化工等行业中的安全生产系统发挥着不可替代的作用。下图为桃兰化工园的马赛克屏模拟效果图:
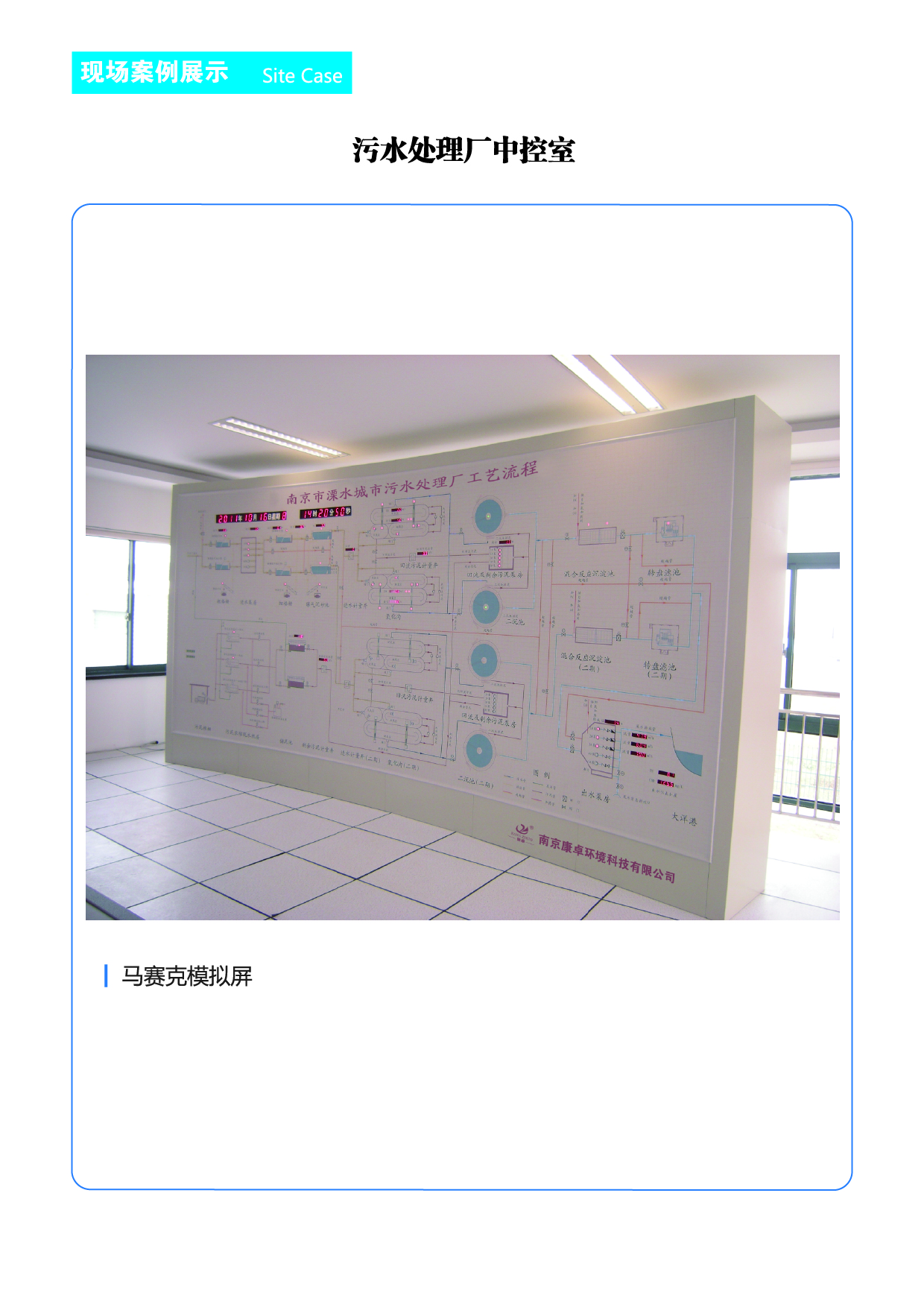
图示1.2 马赛克屏效果示意图
如上图所示,马赛克屏工艺美观,气势恢宏,与现代控制室的整体风格接近。而且其具有较强的扩展性和设备配套能力,屏面设备安装、移动方便,可随时调整屏面位置,能够实时显示现场设备的工作参数、运行状态。及时、真实、全面的反应系统设备的运行状况。
二、系统控制逻辑功能
控制方式,本系统控制方式分为:就地控制、集中手动控制、集中自动控制。
就地控制:此控制模式下,各泵控制柜的模式开关在就地状态,各泵的启停互不关联,启停操作在各泵对应的控制柜上点动按钮操作。此模式下上位机仅显示状态,不参与控制,对应的控制按钮无效。
集中手动控制:此控制模式下,各泵控制柜的模式开关在远方状态,各泵的启停互不关联,启停操作在上位机上点动相应按钮执行。同时上位机上显示各泵的工作状态。
集中自动控制:此控制模式下,各泵控制柜的模式开关在远方状态,各泵的启停不受人为控制,泵的状态由plc内设定的程序及参数自行控制。上位机上显示各泵的工作状态。
系统自动模式详细分解(以水池液位控制为例):首先确定系统处于集中自动控制模式下。确认6个液位的设置参数符合实际要求。系统根据实际测量的液位自动运行,运行模式如下:
1)、液位一液位较低,为保护水泵(缺水保护),当水位由高水位回落至此水位以下时,系统自动停泵。
2)、液位二高于液位一,为启动一台泵的信号。
3)、液位三高于液位二,液位由液位二升至液位三,系统自动启动第二台泵。
4)、液位四高于液位三,液位由液位三升至液位四,系统自动启动第三台泵。
5)、液位五高于液位四,液位由液位四升至液位五,系统自动启动第四台泵。
6)、液位六为较高液位,液位由液位五升至液位六,系统发出声光报警信号。提醒用户液位超高(警戒水位报警)。
7)、先进、二、三、四台泵并非对应1#、2#、3#、4#泵。系统根据启动的次数自动轮换起泵,先进次起泵先进、二、三、四台泵对应泵为1#、2#、3#、4#泵。第二次起泵先进、二、三、四台泵对应泵为2#、3#、4#、1#泵。第三次起泵先进、二、三、四台泵对应泵为3#、4#、1#、2#泵。第四次起泵先进、二、三、四台泵对应泵为4#、1#、2#、3#泵。当其中的一台泵发生故障时,立即切换下一台泵自动投入运行。
8)、液位是否到达的状态由液位指示灯显示,蓝色表示未到达,红色表示到达。液位的设定值由每液位指示灯右侧的数值显示器显示。
9)、无论控制模式处于何种模式,各泵的运行都进行累计计时,计时时间显示在如图所示的控制柜右侧。
5、电动阀门的控制,若阀前安装电动阀门,每台电动阀门与对应的水泵连锁,启动每台水泵前先开启阀门,阀门完全打开后延时设定时间运行水泵,水泵运行设定时间后关闭阀门。
6、格栅的控制,若该系统安装格栅,则根据时间控制格栅机的运行,格栅系统每隔60min运行一次,运行时间20min。
7、启闭机,由于启闭机处于常开状态,仅检修时需要关闭,故启闭机没用自动控制,仅手动控制即可,监控系统仅对其进行状态监控及手动开闭操作。
8、压实机(输送机),若系统安装压实机,压实机与格栅联动,格栅运行时压实机运行,格栅停止运行后延时设定时间,压实机停止运行。
9、厌氧池及氧化沟内设备,根据时间控制污泥和水进入厌氧池,通过潜水搅拌器的不停搅拌并进行1-2小时的氧化。污泥和水在潜水推流器的作用下,在氧化沟内不断地移动并进行氧化,在自动模式下系统根据污水处理厂的工况及工艺参数由plc根据预先编制好的程序来完成对设备的操作。
三、系统选型
在整个监控系统的“心脏”——工业可编程控制器plc的选型方面,我们经过反复、多次地比较发现,西门子公司的s7-300系列plc正是我们所追求的高性价比的plc产品:
性能可靠:性能上完全满足和超越设计要求;
使用成熟:在供排水行业,电力、污水处理等行业应用;
性价比高:与其他公司plc相比;具有品牌和质量优势;价格适中;
网络功能强大:这也是品牌的特点和优势;
升级方便:从技术上可以随时升级和代。