餐厨垃圾处理设备自动控制系统
餐厨垃圾处理设备自动控制系统是康卓科技研发设计,针对餐厨垃圾处理设备厂实现整个餐厨垃圾处理全流程的工艺自动化控制和现场运行监视,全面满足餐厨垃圾处理厂生产监控管理的需求。...
产品介绍
餐厨垃圾处理设备自动控制系统
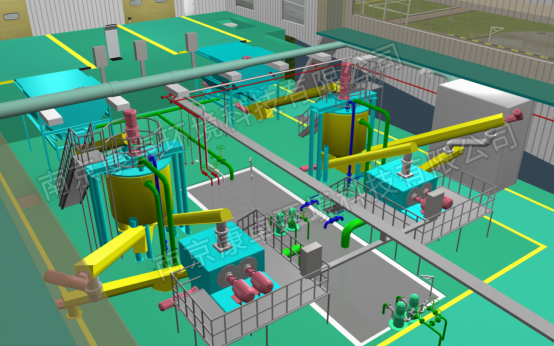
餐厨垃圾处理设备自动控制系统是康卓科技研发设计,针对餐厨垃圾处理设备厂实现整个餐厨垃圾处理全流程的工艺自动化控制和现场运行监视,全面满足餐厨垃圾处理厂生产监控管理的需求。系统主要实现包括垃圾预处理、地沟油预处理、厌氧消化、臭气处理、污水处理与沼气利用共六大子系统的餐厨垃圾处理流程监控集成、控制应用最为复杂关键的预处理系统核心工艺——破碎系统、制浆系统和压榨系统。

餐厨垃圾处理设备自动控制系统的控制功能通过设备厂家验证,实现该工艺进口核心餐厨垃圾处理设备的自动控制国产化,安全可靠与沼气柜、沼气锅炉、加药系统等近20个第三方系统以及数十个电力仪表和变频设备实现以太网、opc、modbus接口通讯,进行数据交换,集中监控,确保系统、设备运行监控便捷与安全。

可处理餐厨垃圾、餐余垃圾、厨余垃圾、农业垃圾、农贸市场废弃物、环卫、园林等可腐烂有机垃圾,实现自动称重系统,自动破碎系统、自动压榨脱水及传送系统(包括螺旋压榨输送过程中自动油水分离系统),发酵系统(温度自动控制)、除臭净化系统、自动出料系统、plc 自动控制(手动)系统,远程监控系统等。
项目案例:山西省长治市餐厨/厨余废弃物处理plc自动控制系统
山西省长治市厨余废弃物处理plc自动化控制系统电气项目是由南京康卓环境科技有限公司(康卓科技)设计、生产、安装调试。该项目的建设和运营目标采用成熟、可靠的技术和装备,做到项目整体功能完整、技术先进、运行可靠、维修方便、保护环境、安全卫生、资源利用、经济合理、管理科学;确保餐厨/厨余废弃物处理项目建设质量与项目运行的安全、可靠,满足国家有关餐厨/厨余废弃物处理技术标准和规范的各项要求。

康卓科技为该项目主要提供电气控制系统:
mcc控制柜
plc控制柜
预处理系统按钮箱
负压洗涤除臭系统按钮箱
检修电源箱
上位机系统
有机质破碎分离一体机按钮箱
中控室系统
现场安装调试
山西省长治市餐厨/厨余废弃物处理项目电气技术说明
1)电控系统概述
山西省长治市厨余废弃物自动化处理电气项目电控系统主要由主配电柜、主plc控制柜、设备自带控制柜、现场按钮箱以及中控系统组成。
2)主配电柜
主配电柜负责向所有区域供电,预处理系统及负压洗涤除臭系统相关设备的控制回路也在主配电柜内。主配电柜内由一台施耐德ns-800n的3p断路器作为系统的进线断路器,柜内为生化处理系统、水处理系统、油水分离机空间雾化除臭系统提供供电断路器,预处理系统及负压洗涤除臭系统的设备设置“就地、远程”转换开关,可实现就地手动及远程自动的控制模式转换。主配电柜为室内碳钢落地的结构,进出线方式为下进下出,配电柜前后开门,元器件前后安装。破碎机主机采用变频控制,可正反转,破碎机无轴螺旋直接启动可正反转,其余设备为直接启动控制方式。
3)主plc控制柜
主plc控制柜采用西门子s7-300系列cpu及同一系列的扩展模块,plc的配置为数字量输入128点(其中28点为二期预留)、数字量输出64点(其中12点为二期预留)、模拟量输入48点、模拟量输出4点,其中数字量输出在柜内采用继电器隔离,其余为直连的方式。预处理系统及负压洗涤除臭系统每个设备占用3个数字量输入点(远程、运行、故障),1个数字量输出点(远程启动),设备自带控制柜原则上预留2个干接点状态反馈信号(系统运行、系统故障),1个远程启动信号。设备自带控制系统需预留modbus_rtu接口,设备厂家负责通讯程序的编程调试,并提供通讯地址。
4)设备自带控制柜
设备自带控制柜原则上预留2个干接点状态反馈信号(系统运行、系统故障),1个远程启动信号。设备自带控制系统需预留modbus_rtu接口,设备厂家负责通讯程序的编程调试,并提供通讯地址。厂家需协助修改modbus_rtu地址。
5)现场按钮箱
预处理系统、有机质破碎分离一体机、负压洗涤除臭系统有独立的现场按钮箱,按钮箱采用304不锈钢材质,室外落地或支架安装。
6)中控系统
中控系统由两台工控机(互为冗余),两套上位机软件组成。
7)调试
现场安装完毕满足自动调试条件后,康卓科技电气工程师现场调试程序,确保设备控制系统正常运行。

餐厨垃圾处理设备自动控制系统服务与订购
餐厨垃圾处理设备自动控制系统自售出起,康卓科技提供全面的爱游戏app官网登录入口的技术支持服务,在使用过程中如需技术帮助,康卓科技设立了营销服务的专业客服,免费为用户提供售前、售中、售后的技术咨询和安装调试指导,解决用户提出的问题。
24小时服务热线:025-86666104
订货需知:因产品使用场景、用户要求不同,如需订购“餐厨垃圾处理设备自动控制系统”,请联系康卓科技电气工程师根据要求量身定制。